

阀门单面数控镗车床采用数控系统控制,操作简单,快捷。加工速度快,提高加工效率,节省人工,降低成本。
阀门单面数控镗车床优点:
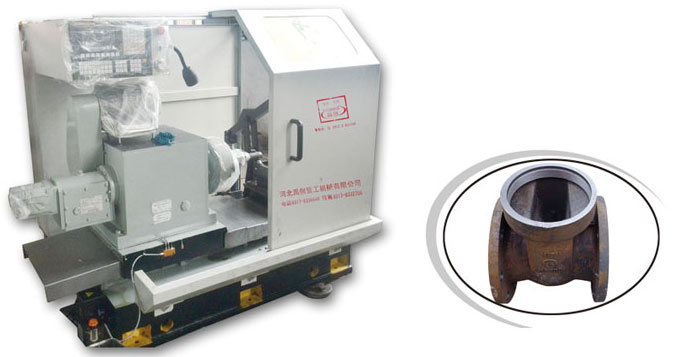
1、阀门单面数控镗车床适用于各种阀门:适用于各种阀体、管件的端面,外圆,平面及内孔的加工、加工效率高、减少人工,加工尺寸统一性高,操作简便。机床可以加工三个法兰面夹角成九十度的任意阀体、两法兰面在同一直线上的阀体、单独加工一个法兰面的阀体。
2、加工尺寸统一性高:本机床 采用数控控制系统无需重复对刀,从而提高尺寸的统一性。
3、加工效率高:在加工过程中数控机床采取动力头同时工作的方式可以在同一时间内完成整个阀体三端法兰面、端面、水线的加工。所需时间在1-3分钟。
4、减少人工:可一人同时操作两台车床或者同时操作一台车床与一台钻床。
5、操作简便:机床采用数控系统,有数控操作经验者一学即会。
 阀门机床液压系统故障诊断原则以及应用
阀门机床液压系统故障诊断原则以及应用其一、阀门机床液压系统故障诊断原则
一是先主后次的原则。针对可能性较大的故障原因进行深入的探测,若这个可能原因不是正确的原因,再进一步深入探测二可能原因。关键问题就是如何判断各种故障原因发生的可能性大小,阀门专用机床方法是根据故障信息以及经验进行排序,有以下几种方式:特征信息排序,即将故障发生的各种特征信息初步进行排序后,然后就对各种原因进行一一检查。初始因素排序,即将质量差元件、负载较大元件、长时间运行元件以及紧密易损坏元件作为优先检查的元件。故障原因概率排序,即利用统计的手段计算出各种原因发生概率的大小作为依据,进行故障原因检查次序的排定。
二是先易后难的原则,就是先检查便于拆卸、直接观察以及测试的系统或者元部件,例如便于测试的电气系统以及便于直接观察的冷却水等方面。然后,再排查难以直接观察测试或者换拆卸的因素,例如体积较大且十分笨重的液压缸和液压泵等。一般设备工作的外部环境、结构简单的外围元件等较容易检查,而具有复杂内部结构的元部件不易检查,所以液压系统检查时一般按照液压阀、液压泵、液压缸以及液压马达的先后顺序逐个排查。
其二、阀门机床电气控制的应用
阀门专机在实际应用的过程中,有可能会出现一一些故障,严重的情况下,会对机床操作人员造成伤害,因此经常会对阀门机床进行急停处理。但是基于PLC的阀门机床电气控制系统,灵活性、稳定性、可靠性都得到了提高,可以对加工工艺、机床部件实施监控,以此达到预期的控制需求。在实际应用的过程中,数控系统和PLC技术的结合,可以让阀门机床中的电气设备得到进一步完善,提高数据信息存储量的同时,也提高了设备的反应速度和智能化水平。借助数控系统和PLC技术,可以让阀门机床电气自动化控制系统中的信息得到传递,相关加工信息数据的准确性得到了根本上的保证,信息输入效率也会随之提高。比如:在阀门机床中应用PLC技术,阀门机床中所有的信号都可以稳定的运行,有关功能都会得到实现,PLC技术和就会实现双向信号传递,进而对机床工作状态进行的监测。以阀门机床控制回路中的中间继电器为例,如果出现断电的现象,那么继电器的一组常开触点就会通过PLC输入端发出急停警报信号,以此保证操作,进一步实现了阀门机床的自动化。不仅如此,在实际的应用的过程中,开关量控制操作也是阀门机床电气自动化控制系统的关键,普通的阀门机床都是通过电磁继电器来控制开关量,但随着工业生产发展,工业技术的不断新,传统的控制方式明显不再适合当前生产方式,反而还会对工业生产效率造成负面影响。面对这样的情况,借助PLC技术,充分利用该项技术的特点和优点,让电磁继电器中存在的缺陷得到弥补。比如:借助PLC技术,根据开关量输入组合和历史输入顺序,就可以实现开关量的输出,进而通过用户输入设备和CPU,对信息进行处理,较终就会输出完整的信号。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面数控镗车床、双面车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。