




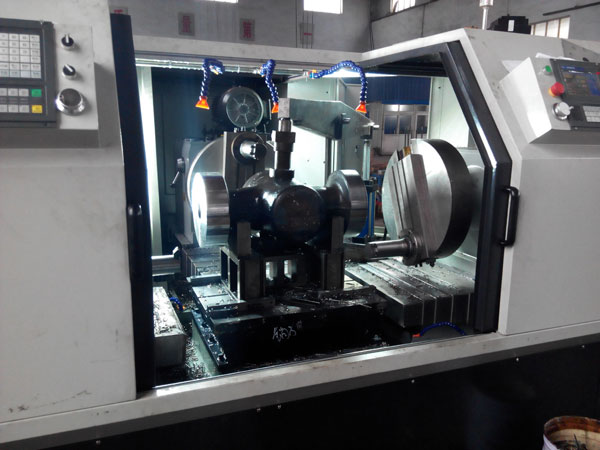
本机床由数控滑台、变速箱、刀盘等主要部件组成,传动系统采用无间隙丝杠,保证了工件的精度。机床工作效率高,耗能低。
对加工对象的适应性强,适应各种管类产品单件生产的特点:
1、加工精度高,具有稳定的加工质量;
2、加工零件改变时,一般只需要 改数控程序,可节省生产准备时间;
3、机床本身的精度高、刚性大,可选择有利的加工用量,生产率高(一般为普通机床的3~5倍);
4、机床自动化程度高,可以减轻劳动强度;
5、有利于生产管理的现代化 数控机床使用数字信息与标准代码处理、传递信息,使用了计算机控制方法,为计算机辅助设计、制造及管理一体化奠定了基础。
 专用机床的产生演进跟功能控制分析
专用机床的产生演进跟功能控制分析[一]、阀门机床的产生演进
科学技术和社会生产力的迅速发展,阀门双面机床是用数字代码形式的信息(程序指令),控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床,简称阀门机床。
阀门机床是在机械制造技术和控制技术的基础上发展起来的,其过程大致如下:
1948年,美国提出采用数字脉冲控制机床的设想。
1952年试制成功一台三坐标数控铣床,当时的数控装置采用电子管元件。
1959年,数控装置采用了晶体管元件和印刷电路板,出现带自动换刀装置的阀门机床,称为加工中心(MC,MachiningCenter),使数控装置进人了二代。
1965年,出现了第三代的集成电路数控装置,不仅体积小,功率消耗少,且可靠性提高,价格进一步下降,促进了阀门机床品种和产量的发展。
上世纪60年代末,先后出现了由一台计算机直接控制多台机床的直接数控系统(简称DNC),又称群控系统;采用小型计算机控制的计算机数控系统(简称CNC),使数控装置进人了以小型计算机化为特征的第四代。
1974年,研制成功使用微处理器和半导体存贮器的微型计算机数控装置(简称MNC),这是第五代数控系统。
上世纪80年代初,随着计算机软、硬件技术的发展,出现了能进行人机对话式自动编制程序的数控装置;数控装置愈趋小型化,可以直接安装在机床上;阀门机床的自动化程度进一步提高,具有自动监控刀具破损和自动检测工件等功能。
上世纪90年代后期,出现了PC+CNC智能数控系统,即以PC机为控制系统的硬件部分,在PC机上安装NC软件系统,此种方式系统维护方便,易于实现网络化制造。
[二]、阀门机床的功能控制分析
随着科学技术的不断发展,阀门机床也存在很多的种类。但是其工作原理是大致相同的,接下来我们就将针对其中的一种类型数控压力机来进行分析。这种机床不仅有X轴、Y轴还有几个Z轴,阀门机床在工作过程中可以达到X轴Y轴、Z轴三轴联动。轴与轴之间可以一起运动也可以分开运动。但是在实际工作中为了保证阀门机床的工作效率,增加主轴的转动速度就是非常关键的。这是为了保证主轴的正常运行对于可能出现的高温现象预先保证冷泵可以正常使用。而且整个过程应该进行实时监测。此外对于机床换刀的操作也要格外注意,这样才能好地保证较终产品零件的度。所以一旦系统发现机床应用的刀轴断裂或者其他不利于生产的现象发生,就会进行自动换刀,当然也存在人工换刀的操作,这样就可以保证零件的质量。
随着科学技术的不断进度,基于PLC的阀门机床电气控制系统也在不断的新发展过程中。虽然现在我国在实际机械化工业生产中仍然存在一定的问题,但是我相信随着技术的不断发展,这些问题都会迎刃而解的。我们有理由相信在不断应用新兴技术的前提下,我国工业生产一定会为我国带来大的经济效应。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面数控镗车床、双面数控镗车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。